

Many modern production lines make use of automation to perform repetitive tasks quickly and efficiently. Across a range of industries, robots have increased productivity and driven down costs. Now, smart manufacturing, supported by machine vision systems, is the next stage in the evolution of automation.
Across the world, automated systems are shifting towards Industry 4.0, also known as the Fourth Industrial Revolution. Using machine learning and artificial intelligence, Industry 4.0 will allow physical equipment, including robots, to communicate with control systems and act autonomously. These systems streamline workflow processes and use machine vision, sometimes called robotic vision, to sense and react to their surroundings.
What Is Machine Vision?
Machine vision systems use industrial cameras fitted with digital sensors and advanced optics to capture images. Machine vision cameras digitalise this information and transfer it to an image processing system that analyses the data with advanced algorithms. It decodes the information and makes a decision such as a simple pass/fail response for quality control.
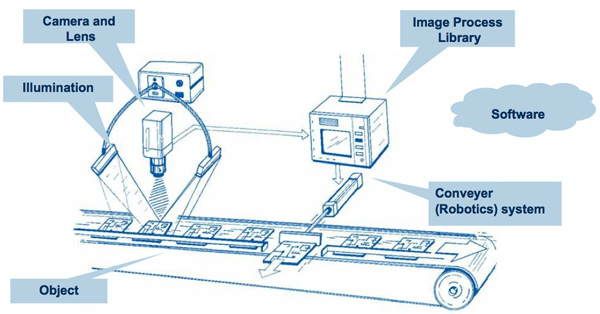
Some examples of machine vision include product inspection, taking measurements, quality control, sorting and picking, palletizing, and guiding robots. A machine vision system includes a number of subsystems:
- Lighting
- Lenses
- Vision Processing
- Image Sensor
- Communications
Machine vision uses software to detect patterns and make decisions based upon the system’s prior knowledge. Systems are often decentralised, or they can send information to a central control system that can monitor the production line. Machine vision lets robots perceive their surroundings and make autonomous decisions. Vision guided robots can identify the location of an object with high precision and feed this information to the control system as coordinates.
Some machine vision systems support manual assembly by helping workers identify errors quickly and more accurately. The system compares a finished product with a stored image to ensure it matches perfectly. If there are mismatches, it can alert the operator, and the systems can store data for future analysis and traceability.
Benefits of Machine Vision
Before investing in machine vision, companies need to assess the benefits and decide if the new technology suits their production processes. In other words, do the gains from improved efficiency, lower rejection rates, and increases in productivity make machine vision cost effective?
Flexibility and Affordability
For example, some business owners are reluctant to install machine vision because they believe that the technology is expensive and untested. The reality is different and machine vision systems are affordable, modular, and use proven technology. Some systems use commercial, off-the-shelf technology and are reliable and relatively easy to integrate with existing automated systems. Operators can reconfigure a modern machine vision system to suit different products and processes, while many systems interface with PC software, making them easy to learn and use.
Better Quality Control
Increasingly, a machine vision system helps businesses overcome the limitations of humans for tasks such as quality control. Manual inspectors find it difficult to keep up with the pace of modern production times and satisfy the demands for high quality and consistency. In contrast, machine vision offers high speed, high accuracy, and repeatability, and systems inspect huge numbers of parts more quickly and more accurately than humans.
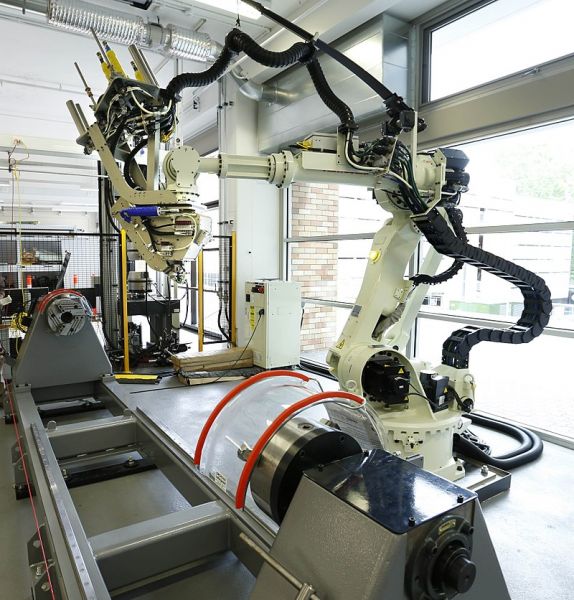
Machine vision systems can inspect the quality of raw materials and final products. A system can check for surface defects, missing parts, stress patterns, weld quality or other problems via algorithms and machine learning. Robotic automation experts can help configure 3D scanning systems, where smart cameras are integrated onto a robotic arm, allowing the system to view a component from a variety of angles and test according to a number of criteria. Some systems can read identification labels and tags, allowing the system to direct a product and follow it through the supply chain.
Overall, machine vision will help manufacturers become more agile and adaptable, while providing a healthy return on investment and future proofing. Of course, to maximise the benefits, it is important to find the right system and integrate it smoothly into production processes.
Integrating Machine Vision into Production
Machine vision can improve production, but a company needs to integrate it into a production line and existing industrial automation. Most businesses do not have the resources or the desire to tear down their existing systems and start from scratch. They need to add the new technology as a gradual upgrade to existing processes.

1. Set Priorities and Objectives for Integrating Vision Systems
The overall goals of installing machine vision vary from business to business and from process to process, but will influence the optimal solution. Does your company want to increase production, lower labour costs, reduce wastage, or improve quality? To integrate machine vision, a company needs to prioritise the tasks it will support and work out where to install it on the production lines. A company also needs to audit its existing facilities. For example, does the working environment include dust, heat, or humidity, which will require rugged cameras?
2. Understand the type of vision system you require
Due to the relatively low cost of cameras and processing boards, machine vision systems can be cost effective and relatively easy to integrate into manufacturing processes. You can find systems that are compatible with many commercial imaging software applications, making it easier to develop customised solutions for most industrial processes. To support this, your business can look at options that use common communication protocols to integrate even more closely with existing systems.
Depending upon your processes, you can find a type of machine vision system to perform a desired task. For example, you can include a single-point smart camera to inspect products and provide a pass or fail notification. If needed, other systems use multiple cameras and inspection points to provide 2D or 3D capability. Constant improvements in camera technology allow systems to work with exceptionally high precision and provide the flexibility to perform a range of functions. In summary, a business should establish what it wants machine vision to achieve and then find the right system.
3. Choose a stand-alone system or a fully integrated olution
For many businesses, standalone systems provide a particularly cost-effective and easy to install solution. These include the camera sensor and processor alongside the communications system. If you want to configure vision systems around existing production lines, these compact standalone units can support quality control and are network-compatible.
Many machine vision components are available as commercial software and hardware, and your business can purchase a complete system or invest in different modules to support gradual integration. If your business needs expertise to make design and implementation simpler, a robotic vision specialist can help audit your systems and develop solutions. These will combine seamlessly with your existing automated systems and cope with any emerging technologies you adopt in the future.
The relatively low price and the ease of integrating machine vision with existing systems means that many Australian companies have embraced the technology.
Machine Vision in Australia
A number of Australian companies are exploring the benefits of machine vision technology. For example, an avocado packing company, at Sunnyspot Packhouse in Queensland, is using machine vision to pick and pack avocados. The system can evaluate the size and shape of each fruit and calculate the best way to pick it up for packing.
Also in Queensland, the state government has supported an agricultural prototype with machine vision to locate capsicum fruit and harvest with a robotic arm and tool. The machine vision not only locates the fruit, but also detects the optimal cutting location.
In a similar way, SIMPLOT Australia, a company offering a wide range of processed food products, is using machine vision to support quality control. At its Echuca plant, the company installed machine vision on a line that produces pasta sauce in jars.
Norske Skog’s Albury paper mill uses machine vision to detect web breaks and defects in rolls of paper. Previously, the company used analogue camera systems, but deemed that the time was right to upgrade to digital machine vision. This offers better visibility inside its machines and helps operators better understand the reasons behind defects and breaks.
Conclusion
As part of the Industry 4.0 revolution, machine vision can reduce defects in manufacturing and production. It can improve productivity and flow, reduce wastage, and avoid bottlenecks by self-correcting any issues. Not only is machine vision cost-effective, but it gives businesses a competitive advantage.
While machine learning is a powerful tool, there are many elements, and this can make it difficult to select the optimal system to integrate into an existing production line. This requires expertise from companies with experience in integrating automated systems.
If you want to embrace the smart revolution and integrate machine vision into your production line, contact Robycs Technology for expert support.